
Welded Pipe
Welded can mean longitudinal seam welded tubing manufactured by an autogenous (without filler metal) fusion welding process, as opposed to tubing manufactured by other welding processes, such as solid-state processes.
Welded tubing is made by forming flat products (strip, sheet or plate) into the desired shape, in this case, normally round. Once the desired shape has been achieved, a high energy source is used to melt the metal locally at the weld joint. It is squeezed together and allowed to solidify, forming a weld bead. The high energy source may be an electric arc, a plasma arc, a laser beam, or even an electron beam. The as-welded weld bead is typically somewhat thicker than the adjacent base metal and needs to be modified to match the base metal thickness, and to correct the undesirable physical, chemical and corrosion resistance attributes of the weld.
- Manufacturing welded tube
Depending on the outer dimension, wall thickness and final application, there are different ways of manufacturing welded tubes and pipes. Strip welded tubes are typically made in accordance with the production route. The material is decoiled, preferably into a strip accumulator which then enables continuous tube production.
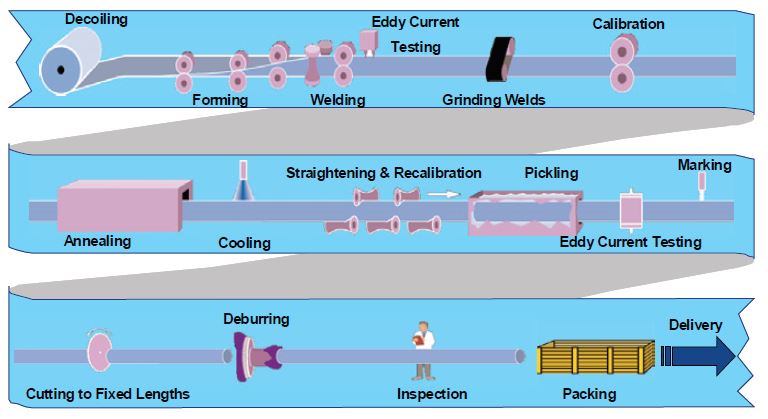 |
| Typical production route for inline strip welded tubes Source: http://www.outokumpu.com/SiteCollectionDocuments/Welded-Stainless-Steel-Tubes-and-Pipes-vs-Seamless-Acom.pdf |
The strip edges may be precision-trimmed in order to create perfect joint geometry before welding. Cold forming is performed step by step from flat strip into a round profile and the edges are welded together as they approach the welding rolls at the welding station. Typical welding methods for strip welded tubes are traditionally autogenous tungsten inert gas (TIG) and plasma arc welding (PAW) or combinations of these. The tendency is that more and more tube manufacturers now are using the more productive laser welding method. Welding can be carried out with filler metal when this is a requirement in the product standard. Outside grinding of the weld seam follows welding. Solution annealing or stress relieving may be necessary by code or application requirements. Today, most of the modern welding lines are equipped with inline induction annealing. Such heat treatment homogenises the weld to be structurally indiscernible from the rest of the tube and improves properties and reduces residual stresses of the cold formed tubular product. After annealing the tube is calibrated to nominal diameter and straightened. The tube is normally 100% eddy current tested (ET), marked, cut to standard or special lengths, de-burred, visually inspected and finally packed. The cleaning with acid pickling as part of the process can be performed either inline or offline.
Heavy-walled pipe, typically thicker than 6 mm, and pipes with large OD, typically larger than 500 – 600 mm are made piece by piece from plate or sheet. Depending on thickness, the forming is done in a roller bending machine or in a hydraulic press. Welding is commonly performed in I, Y or X shaped joints with PAW and (tandem) submerged arc welding (SAW) or combinations of these in specially designed welding machines. TIG welding is frequently used for dressing (remelting) of the root.
All welding is normally done with filler metal, except when welding under codes that do not allow use of filler metal. After welding, the weld seam can be ground and the pipes can be annealed and water quenched as specified in the applicable standard or customer specification. The pipes are calibrated to fulfil specified dimension tolerances, followed by possibly sandblasting and acid pickling. The pipes are finally tested with hydrostatic (HT), radiography (RT) or other NDT methods like dye penetrant testing (PT), but also DT in accordance with actual product standards.
 |
| Typical production route for heavy-walled pipes Source: http://www.outokumpu.com/SiteCollectionDocuments/Welded-Stainless-Steel-Tubes-and-Pipes-vs-Seamless-Acom.pdf |
- Welded pipes are typically more cost effective than their seamless equivalents.
- Welded pipes are usually more readily available than seamless. The longer lead time required for seamless pipes can not only make timing problematic, but it also allows more time for the price of the materials to fluctuate.
- The wall thickness of welded pipes is generally more consistent than that of seamless pipes.
- The internal surface of welded tubes can be checked before manufacturing, which isn’t possible with seamless.
Seamless Pipe
Seamless pipe is produced domestically in sizes NPS 'Ie through NPS 26 00. Seamless pipe is produced without a seam or weld in the circumference. Seamless pipe is produced by a variety of methods. To put it in its most simple terms, seamless pipe is produced by piercing a solid billet of deoxidized and conditioned steel, which has been properly prepared and heated to the proper temperature. It is then processed through a series of mills where the pipe is finished to its prescribed dimensions. Seamless sizes over 14 inch 00 are usually rotary rolled from 14 inch seamless shells which expand the diameter and reduce the wall thickness to the approximate dimensions required. Small sizes of seamless pipe are generally obtained through the use of a stretch reduced mill. In this process the outside diameter and the wall thickness of the pipe is reduced through a series of rolls. Seamless pipe goes through various finishing operations including straightening, inspection, testing, and end finishing. Seamless pipe is widely used in construction, oil refining, chemical and petro-chemical industries.
- Manufacturing seamless tube
Seamless tubes are generally made in multiple steps starting with hot extrusion to form the tube hollows from billets, Figure 3a. The extrusion billet has typically a drilled hole and is pushed through a die and over a mandrel followed by air cooling or water quenching. The ID of the extrusion die determines the OD of the extruded tube and the OD of the piercing ram determines the ID. The gap between the piercing ram and the extrusion die defines the tube wall thickness. The wall thickness uniformity (concentricity) is difficult to control and it is difficult to achieve good surface quality. The surface of the extrusion billet is initially machined in order to remove any surface defects that otherwise would have a negative effect on the surface quality of the finished product. Further reduction of the tube hollows down to the required tubing sizes is done cold using pilgering to final finish and size of the tubes. Cold work improves the mechanical properties and tolerances. Cold pilgering is the preferred production process since this technique provides a high forming rate, narrow tolerances and good productivity yields, but cold drawing gives narrower tolerance ranges and better surface quality. In general both seamless and welded tubes receive some type of finishing treatment and heat treatment after completion of the manufacturing process. For example, ASTM A269, Standard Specification for Seamless and Welded Austenitic Stainless Steel for General Service, states the tubing may be hot finished or cold finished and that all tubing shall be supplied in the heat treated condition.
 |
| Seamless pipe process Source: http://report2011en.tmk-group.com/tmk/annual/2011/gb//English/20/70/10/Picture_1.png |
- The main perceived advantage of seamless pipes is that they don’t have a weld seam. Traditionally, the seam of welded pipes has been viewed as a weak spot, vulnerable to failure and corrosion. For many years, this fear was probably justified. However, in recent years improvements in the manufacturing process for welded steel pipes and other welded pipes have boosted the strength and performance of the weld seam to levels indistinguishable from that of the rest of the pipe.
- Seamless pipes provide peace of mind. Although there should be no issues with the seams of welded pipes supplied by reputable manufacturers, seamless pipes prevent any possibility of a weak seam.
- Seamless pipes have better ovality, or roundness, than welded pipes.
Spiral Pipe
Spiral Weld Pipe, as the name implies, is a steel pipe which has a seam running its entire length in a spiral form. In the past, due to the method of manufacture, Spiral Welded pipe was relegated to low pressure and structural applications. With the development of the Submerged Arc Welding process, the production of large hot rolled coils of sufficient width and the development of dependable non-destructive testing methods, it is now possible to produce Spiral Weld pipe for high pressure service.
Present
Spiral Weld mills consist of a de-coiling device (in the case of strip
base material) or a plate preparation table (where the base material is
in plate form) a strip connecting welder, straightening rollers, edge
preparation tools (shearing and trimming), prebending devices, a three
roller bending and cage forming system, an internal welder, an external
welder (both Submerged Arc), ultrasonic testing apparatus and cutting
devices. The material passes through all these production stages
continuously. The angle between the flat strip being I fed into the
machine and the finished pipe leaving the machine controls the pipe
diameter in ratio to strip width and the angle of the weld in the pipe.
Because of the method of manufacture, a wide variety of diameters can be produced. The diameter tolerance is small, particularly with regard to ovality; and the pipe, due to its axial symmetry, has an inherent straightness. The length range is infinite and is controlled only by the economics of transportation. Spiral Weld Pipe is used for dredging, slurry, water and other pipelines, as well as piling and structural applications. Spiral Weld Pipe is produced in accordance with the dimensional and tolerance requirements of various ASTM, AWWA, and API Specifications.
 |
| Spiral weld pipe process Source: http://www.hitechpipe.com/images_4/image018.jpg |
- Customize size that meet exact design requirement (Diameter, Thickness, Length).
- Greater strength, double welded seam has the effect of a spiral band around the pipe.
- Greater pressure resistant, Stress, and Friction. The spiral band has the effect of adding greater structural strength, 25% higher pressures than longitudinally welded pipes and ERW Pipes.
HF-ERW Pipe
HF-ERW (High Frequency Electric Resistance Welded) pipes are made from hot rolled flat steel strip, formed into tubular shape and the longitudinal seam is welded by the application of mechanical squeezing of edges and heating the edges through High Frequency Electric Resistance applied by induction or conduction. The weld joint is achieved without addition of any filler metal.
 |
| High frequency electric resistance weld Source: http://www.impeder.com/Efficiency/contact%20vs%20induction.gif |
Weld Quality. Solid-state, high-frequency welding for ESS in general requires minimal heat input, produces a narrow heat-affected zone (HAZ), and results in improved weld properties. The solid-state weld process uses less heat input because high-frequency (150-400 kHz) electromagnetic energy is used in conjunction with high pressure to join two materials. The material is joined under heat and pressure instead of melted together with a filler material. Controlling key welding process parameters, such as frequency, enables you to control the time and temperature, resulting in a narrow HAZ and improved weld properties in the weld zone.
The strength of the weld zone in solid-state welded structures is near that of the parent material, whereas the strength of fusion weld zones is approximately 70 percent that of the parent material for typical steels.
Flexibility. HF ERW has the flexibility to weld low- and high-strength materials, dissimilar metals, and various sizes and shapes.
Efficiency. With this process, producing ESS inline enables you to yield greater operational efficiencies when compared to traditional hot rolling lines.
Production Rates. The process can accommodate speeds from 15 to 30 meters per minute.
No Restraightening. Through the control of key parameters such as time and temperature, you can produce sections that are straight as produced off the line.
Source:
http://midstate-steel.com/how-pipe-is-manufactured.html
http://www.swarnabaja.com/products/911/advantages-of-spiral-welded-steel-pipe
http://www.ratnamani.com/HFW_Pipes.html
http://www.omraniyadubai.com/pdf/pc317.pdf
http://www.outokumpu.com/SiteCollectionDocuments/Welded-Stainless-Steel-Tubes-and-Pipes-vs-Seamless-Acom.pdf


{kind=link}
Nice Post, very useful.
ReplyDeleteI also found another useful article on Where Can I Buy Stainless Steel Tubing in Melbourne?
Welded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download Now
Delete>>>>> Download Full
Welded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download LINK
>>>>> Download Now
Welded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download Full
>>>>> Download LINK VY
This is valuable information about on this topic. The content of this blog is very nice and interesting.
ReplyDeleteSeamless Pipes in UAE
nice information.!!
ReplyDeleteERW Stainless Steel Pipes Tubes Wholesaler in Mumbai
In order to meet the demands of diverse market and maintain a competitive Edge. seamless pipe
ReplyDeleteHey this blog is really nice and informative thanks for sharing this
ReplyDeleteStainless Steel Flange
Stainless Steel Pipe
Stainless Steel Fittings
SS Pipe Fittings
Engineering Works
Its really wonderful post your have shared here, I have bookmarked your blog for the future references. Keep posting the article on this topics.We are manufacturers of Trucks & trolley's. Have a look at Welding Rotators
ReplyDeleteHi there! This is my first comment here so I just wanted to give a quick shout out and say I genuinely enjoy reading your articles. Can you suggest any other blogs/websites/forums that go over the same subjects? Many thanks!
ReplyDeletemechanical engineering edmonton
Thanks for such a great post and the review, I am totally impressed! Keep stuff like this coming.
ReplyDeleteLongitudinal Welded Pipe Manufacturer
Thankyou so much for your information, I really appreciate it.
ReplyDeletestainless steel pipes and fittings in UAE
This information is very useful for my project. Thanks for sharing this blog of Seamless pipe.
ReplyDeleteThank you so much for such an informative piece of information :)
ReplyDeleteIf anyone interested similar one's have a look here
bestofweldings blog
Thanks
This blog aware me about different programs which can become very useful for our friends and kids. Few websites provide combined courses and few of the are separately for single subject. Glad to get this information. Monel 400 Tube
ReplyDeleteI love your blog.. very nice colors & theme. Did you design this website yourself or did you hire someone to do it for you? Plz respond as I'm looking to design my own blog and would like to find out where u got this from. thank you
ReplyDeletedry coat rust preventative
Good Post and informative one. Thank you for sharing this good article, it was so good to read and very useful to update my skill as updated one.
ReplyDeleteStainless Steel Flange
I really appreciate the work you have done, you explained everything in such an amazing and simple way.
ReplyDeleteSS Pipe Fittings
Enterprise Management Software
ReplyDeleteNews Headlines
ReplyDeleteThank you for sharing the article.
ReplyDeleteStainless Steel Flange
Nice information. Thanks for sharing
ReplyDeletedecorative stainless steel
Great Blog, there is so much reality written in this content and everything is something which is very hard to be argued. Top notch blog having excellent content. Color Stainless Steel Sheet
ReplyDeleteThanks for sharing the such information with us.
ReplyDeleteStainless Steel Flange
Thanks for sharing this information. JRS Pipes and Tubes offers best quality of MS Square Pipe at the reasonable prices. We are best Seamless Pipe Dealers in India.
ReplyDeleteYour blog provided us with valuable information to your post. Thanks a lot for sharing
ReplyDeleteStainless Steel Flange
Nice Article, Thank you for sharing a wonderful blog post
ReplyDeleteTubes and Pipes Manufacturers & Suppliers
Nice, Thanks for sharing the information
ReplyDeletecolor stainless steel
I Am Impressed By Your Given Post Of Your Blog.your blogs is amazing and I am really happy with your blog because your article is very unique and powerful Pleas click here
ReplyDeleteSS Pipe Fittings
When your website or blog goes live for the first time, it is exciting. That is until you realize no one but you and your. Badger Box
ReplyDeleteThanks for sharing this information. JRS Pipes and Tubes offers best quality of Galvanized Pipe at the reasonable prices. We are best Galvanized Pipe Dealers in India.
ReplyDeleteGreat job for publishing such a beneficial web site. Your web log isn’t only useful but it is additionally really creative too. unique smoking pipes
ReplyDeletebest tig welder under 1000
ReplyDeleteWelderpoint is Blog about several types of welding,welding process,
welding accessories,gear reviews,welding setting,talking about merits& demerits and
welding uses! Moreover, we also suggests best welding products and buying guideline for our viewers.
Thank you for sharing such a Magnificent post here. I found this blog very useful for future references. keep sharing such informative blogs with us.
ReplyDeleteDiffusion Engineers
Welding Electrodes Manufacturers & Suppliers
Welding Machine Maintenance
Thermal Spray Powder Suppliers
Diffcor Suppliers
Welding Electrodes Suppliers in India
Wear Plates Manufacturers in India
Flux Cored Wire
Welding Consumables Manufacturers
If you are searching for a Hobart 225 welder for heavy-duty welding, have a look at this. The industrial welder is a wonderful illustration of a heavy-duty welder. Looking for a Hobart 225 welder? Visit Service Welding Supply for the best deals. They are the top-tier providers of welding service, with the lowest prices and the most comprehensive service offerings, including Hobart 255.
ReplyDeleteGreatly value-adding information. Please visit Gaskets Manufacturers in India.
ReplyDeleteGreat content! Please visit: Sheet, Plates, Coils manufacturer.
ReplyDeleteAmazing blod. Please visit - FRP Pipes | FRP GRP products.
ReplyDeleteVery beutifully written! Please visit: Pipes and Tubes manufacturer.
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteSeamless steel tubes are made of round and strong bars. These shapes are further heated to a certain temperature and then stretched to form a hollow tube shape. There are several advantages that explain why these tubes are useful to the industry.Seamless Pipe Manufacturers in Pakistan.!
ReplyDeleteBhushan Tube is a Leading Manufacturer and Supplier of Spiral Pipes, Larger Diameter Pipes, and Spiral Welded Pipes in Delhi, India. We always use high-quality raw materials to make these pipes. These pipes are used in the Transportation of Raw Water, Transportation of Gas, and Slurry Transportation. If you want to know more details about this product or get a dealership you can contact us via our website. We are manufactured high-quality products because customer satisfaction is our first priority. Our manufactured units are located in Delhi, Kochi, and Mumbai.
ReplyDeleteSpiral Pipes Dealer
Cool stuff you have got and you keep update all of us. Hydraulic Vertical Shores
ReplyDeleteWe have sell some products of different custom boxes.it is very useful and very low price please visits this site thanks and please share this post with your friends. Ultra Shore
ReplyDeleteSNB Enterprises is a Best Welded Stainless Steel Pipes Manufacturer in India. We provide high-grade quality products with full guarantee at a minimum cost. Welded Stainless Steel Pipes, Stainless Steel Round Pipe are available to various sizes as the need per user. These pipes are exceptionally sturdy, dependable, corrosion-resistant, and high quality. Buy the top quality product with discount Offer.
ReplyDeleteThank you for this information. I always want to know about seamless pipe and their qualities and their i got each and every information about seamless pipe dealers. I always prefer to all of you that to get best seamless pipe from one of the best seamless pipe dealers in India.
ReplyDeleteRound Pipes supplied by Mast Iron Steel are suitable for welding, bending, flanging, and similar forming operations
ReplyDeletehttp://mastironsteel.in/round-pipes.php
Article ideas very clear. Your writing style is very unique. I very much appreciate the articles you write. Please visit to know ASME SA240 UNS S31803 Shim.
ReplyDeleteReally helpful down to the ground, happy to read such a useful post. I got a lot of information through it and I will surely keep it in my mind. Keep sharing. If you are looking for some useful data and information regarding Hastelloy C276 Strips Stockist then visit Jainex Steel Impex.
ReplyDeleteIn this post, all information and suggestions are helpful for us. Keep sharing more Post like this. For more information relevant things please visit SMO 254 Socket Weld Fittings.
ReplyDeleteWelded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download Now
ReplyDelete>>>>> Download Full
Welded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download LINK
>>>>> Download Now
Welded Pipe/Spiral Pipe/ Hf-Erw Pipe/Seamless Pipe >>>>> Download Full
>>>>> Download LINK
At this era the demand are increasing and JRS Pipes and tubes who also known as a gi pipe dealers.
ReplyDeleteI admire this article for the well-researched content and excellent wording. I got so involved in this material that I couldn’t stop reading. I am impressed with your work and skill. Thank you so much. trench shore
ReplyDeleteI admire this article for the well-researched content and excellent wording. I got so involved in this material that I couldn’t stop reading. I am impressed with your work and skill. Thank you so much. trench box
ReplyDeleteNice blog
ReplyDeleteThank you for sharing the valuable information.
If anyone interested similar one's have a look here Steel Tubes And Pipes In Saudi Arabia - Bait Al -Tatawor Company
Nice blog
ReplyDeleteThank you for sharing the valuable information. If anyone interested similar one's have a look here
best salon software in saudi arabia
Nice post I will Read It again it contains most helpful information for me thanks.
ReplyDeletepipe welding schools
Great information about welding. keep posting more.
ReplyDeleteget mig torch.
Thankyou For sharing such a informative Information. if you are looking for Best Square Ms Pipe Suppliers in Sahibabad, India.
ReplyDelete